
[导读]
FQA在做出货报告抽测该板时发现生产型号为B072579H06A1的生产板金厚不够,此板共3.9m2报废。
一、 背景:
1.1 11/16日,FQA在做出货报告抽测该板时发现生产型号为B072579H06A1的生产板金厚不够,
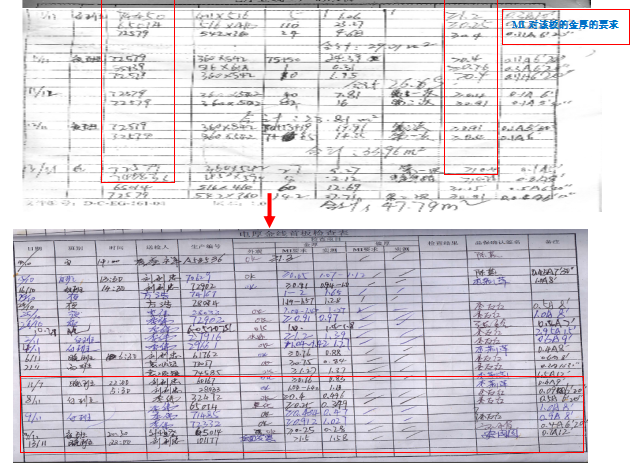
MI要求:电厚金按键位成品金厚≥0.254UM,金手指位置成品金厚≥0.76UM;实际X-RAY抽测的金厚为按键位:0.09-0.28UM,金手指位0.60-0.89UM,不符合客户要求。此板共3.9m
2报废。
1.2 B072579H06A1此板11/21日报废的面积为:3.02 m
2报废,报废原因为金手指上锡,不符合客户的要求。
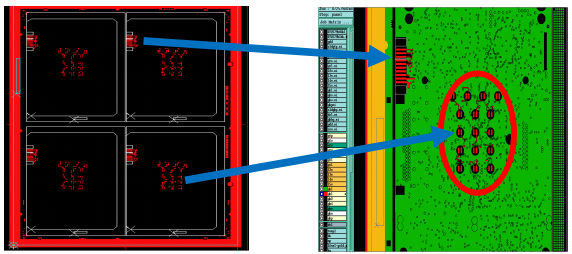
报废缺陷产生的位置如图所示(金手指位和按键位):
二、目的:
排查并分析此板的报废原因以及调查制作过程中存在的人为操作漏失,为后继改善提供依据和方向。
三、结论:
通过针对生产线的首板检查记录,LOT卡记录以及当时经过核对的邮件记录、MI资料的查询及向员工了解,总结出此板问题产生的原因如下:
1、产生金厚偏低的直接原因是电厚金生产时,未按照WI的要求做首板就批量生产,导致整批板子金厚偏薄。
2、产生金厚偏低的间接原因是物理实验室人员对金镍厚度不达标,未要求制造部再次进行首件确认就盖合格章,IPQA误判为该板金厚测试合格而对该板放行;
3、金手指上锡的主要原因为设计上存在一定缺陷,需从流程设计和工艺参数上进行适当的优化;
四、过程调查:
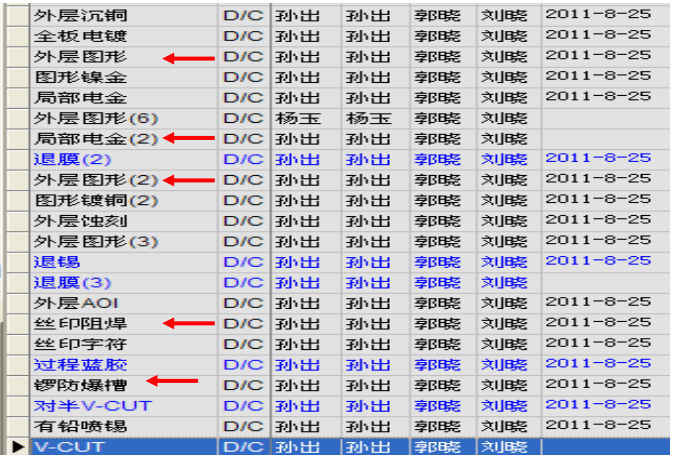
4.1从流程制作上来分析,此板出现金厚不够的工序主要为:阻焊返工磨板/外层前处理/电厚金镀层厚度不够。
说明:从箭头所示上述工序存在对镀金层有磨损的隐患,外层工序目前只有2台前处理机(1台陶瓷刷/1台不织布刷+火山灰),众所周知,外层前处理之磨刷切削力磨一次损失量至少在1.0UM以上,多次磨板甚至会导致镀铜板孔口露基材,而电金板的金层厚度才0.4UM。
流程上外层图形(6)/外层图形(2)/外层图形(3)都要贴膜,其中外层图形(6)在贴膜之前局部电金未退膜是肯定不会磨板的,我们假设这三个流程外层都磨板了,那么金层都会被磨掉。从FQA反馈的数据来看,金厚最高还达到0.28-0.89UM,另去外层前处理了解,员工回复说:金板贴膜都要关闭磨刷生产。另外层AOI/阻焊工序IPQA也未发现有整批掉金层露镍的外观问题。可以排除外层工序磨掉金层。
另查询并核对C-EG-110(《局部电金操作指引》),此板电金部分之流程设计符合该指引要求!
4.2收到FQA反馈金厚问题之后,品保立即对此异常进行了调查,11/14日阻焊IPQA的对该板的检验情况之相关信息如下:

说明:从该批板的检验信息来看,IPQA吴春梅共检查329PNL,不良为塞孔不良1PNL,IPQA李晓红已放行,排除阻焊返工再次磨板的动作。
4.3调查该板电厚金线的生产记录,发现如下异常:11/11日到11/13日72579有生产数量之记录,但是未有首板检查记录,也未有IPQA备注对该型号的确认签名。
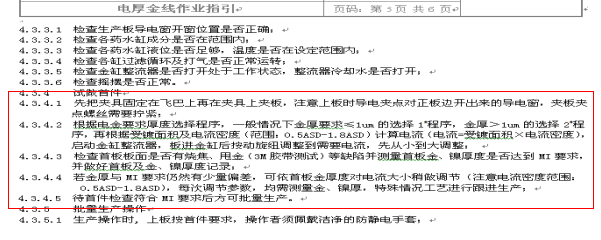
4.4调查工艺文件对电厚金的首板控制方法,在工艺文件编号C-EG-161(《电厚金线操作指引》),4.3章节中规定试做首件,待首件符合MI要求后方可批量生产,文件截图如下:
4.5 调查72579在物理实验室的测量结果,物理实验室的金厚测量登记本上无此型号的测试记录,但LOT卡上有盖章,当时已找物理室人员袁华江当面确认,当时的相关信息确认情况:
说明;物理室人员未去核对此板的金厚测试情况,就盖合格章,人员品质意识较弱。
4.6金手指上锡调查状况:
4.6.1 该板为按键位金手指上锡,设计上存在一定缺陷;设计图片如下:
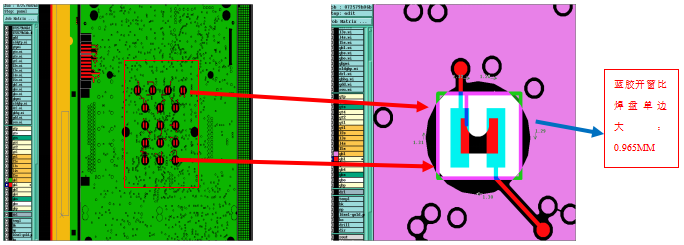
说明:该板的设计为:在相对应的按键位另一面整板为喷锡面无电金位置,且过孔双面盖油环绕在按键位四周,当覆盖蓝胶后喷锡,锡渣在前后风刀压力和气流的作用下,吹出的锡铅焊料在高温的作用下流动渗入到镀金层造成金层上锡;另此板蓝胶开窗面积过小(单边0.965MM)又不能加大开窗,丝印时蓝胶嵌入电金层侧蚀区造成喷锡后蓝胶难以撕掉。
五、改善建议:
总结上述调查过程,,故建议按如下措施改善:
1、 组长/领班必须严格要求作业员按WI指引进行操作,特别是对新进员工进行现场指导;
2、 物理实验室人员在盖合格章时必须核对该型号板的金厚和镍厚是否合格,不可盲目盖章;
3、 品保PQA将制造是否按要求做首板这一WI控制内容加入PQA稽核表中进行不定时稽核;
4、 按键位上锡的改善,建议设计部向客户询问此板双面盖油孔是否可以变更为塞孔制作,如客户说不允许变更,将印蓝胶方式改为贴耐高温红胶带的方式作业,贴完耐高温红胶带后必须使用热压辘压板(横/竖各压一次),返喷锡时必须重新贴红胶带再返工;
5、 针对此板贴红胶带作业会产生孔内藏锡珠的隐患,阻焊印刷时要调整对位,不能挡点偏位导致阻焊塞孔(上批板未发现有此问题),此板阻焊未塞孔时,因孔径只有0.45MM,表面处理工序需要调整喷锡机的工艺参数进行测试(喷锡前加烤:150度*30MIN),在保证红胶带贴紧的前提下,可以采取延长浸锡时间、吹气时间/加大风刀压力/调整前后风刀的错位距离/调整挂钩的上升速度的做法,使得这几个参数能够最优的搭配。
以上,报告完毕!

【推荐阅读】:

责任编辑:LISA
创盈电路 版权所有:http://www.cwinpcb.com/ 转载请注明出处









 创盈官方微信
创盈官方微信

